
Page 57 - 4844
P. 57
довільним, але для зручності в роботі рекомендується впорядкована
послідовність в бік зростання номерів.
Кожен кадр закінчується символом ‖Кінець кадру‖ (LF).
Рекомендована послідовність слів (у відповідних їм адресах):
N, G, Х, У, Z, I, J, K, F, S, T, M, L, LF,
L ставиться перед LF, а G після номера кадра.
Не допускається в одному кадрі двох слів з однаковими адресами.
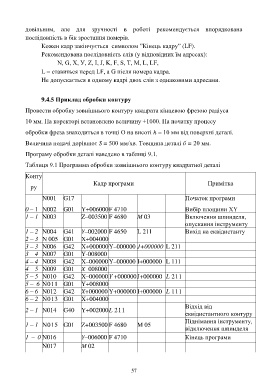
9.4.5 Приклад обробки контуру
Провести обробку зовнішнього контуру квадрата кінцевою фрезою радіуса
10 мм. На коректорі встановлено величину +1000. На початку процесу
обробки фреза знаходиться в точці О на висоті h = 10 мм від поверхні деталі.
Величина подачі дорівнює S = 500 мм/хв. Товщина деталі б = 20 мм.
Програму обробки деталі наведено в таблиці 9.1.
Таблиця 9.1 ІІрограмма обробки зовнішнього контуру квадратної деталі
Конту
Кадр програми Примітка
ру
N001 G17 Початок програми
0 – 1 N002 G01 Y+006000 F 4710 Вибір площини XY
1 – 1 N003 Z–003500 F 4680 M 03 Включення шпинделя,
опускання інструменту
1 – 2 N004 G41 Y–002000 F 4650 L 211 Вихід на еквідистанту
2 – 3 N 005 G01 X+004000
3 – 3 N006 G42 X+000000 Y–000000 J+000000 L 211
3 – 4 N007 G01 Y-008000
4 – 4 N008 G42 X–000000 Y–000000 I+000000 L 111
4 – 5 N009 G01 X–008000
5 – 5 N010 G42 X–000000 Y +000000 J+000000 L 211
5 – 6 N011 G01 Y+008000
6 – 6 N012 G42 X+000000 Y+000000 I+000000 L 111
6 – 2 N013 G01 X+004000
Відхід від
2 – 1 N014 G40 Y+002000 L 211
еквідистантного контуру
Піднімання інструменту,
1 – 1 N015 G01 Z+003500 F 4680 M 05
відключення шпинделя
1 – 0 N016 Y–006000 F 4710 Кінець програми
N017 M 02
57