
Page 19 - 4843
P. 19
ті різьбофрезерних верстатів має орган настроювання на швидкість i ,
v
а в різьбошліфувальних верстатах його, як правило, немає.
Складна група Ф (В П ) має два органи настроювання: i (на
3
2
s
гв
траєкторію гвинтового руху) і i (на швидкість подачі).
s
Найбільш складними структурами різьбонарізних верстатів є
структури з двома складними групами формоутворення. До них від-
носяться верстати, на яких нарізають різьбу черв’ячною різьбовою
фрезою з профілем зуба, кроком і довжиною, що відповідають
профілю кроку та довжині нарізуваної різьби, а також верстати для
нарізування багатозахідних циліндричних черв’яків і ходові гвинти
обкатувальними чашковими різцями.
5.2 Кінематичне настроювання токарно-гвинторізного верстата
для нарізування різних типів різьб.
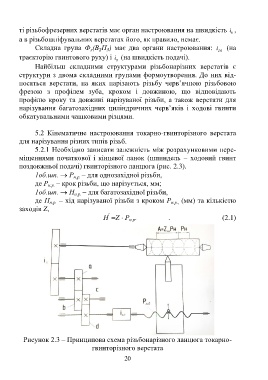
5.2.1 Необхідно записати залежність між розрахунковими пере-
міщеннями початкової і кінцевої ланок (шпиндель – ходовий гвинт
поздовжньої подачі) гвинторізного ланцюга (рис. 2.3).
1об.шп. Р н.р. – для однозахідної різьби,
де Р н.р. – крок різьби, що нарізується, мм;
1об.шп. Н н.р. – для багатозахідної різьби,
де Н – хід нарізуваної різьби з кроком Р н.р., (мм) та кількістю
н.р.
заходів Z,
Н =Z Р . . (2.1)
н.р
Рисунок 2.3 – Принципова схема різьбонарізного ланцюга токарно-
гвинторізного верстата
20