
Page 48 - 4737
P. 48
S – розрахункова кількість обладнання при виконанні і-ої
i
операції.
Міжопераційний оборотний заділ формується тільки на ма-
сово-перервних потокових лініях між парою суміжних операцій
як результат неоднакової продуктивності виконання цих опера-
цій. Отже, міжопераційний оборотний заділ є результатом відсу-
тності синхронізації виконання суміжних операцій та розрахову-
ється за такою формулою:
C S C S
Z обор . i 1 i 2 штук , (2.14)
t 1 t 2
де C – проміжок часу протягом якого дві суміжних операції
i
знаходяться в однакових виробничих умовах;
S 1 S , 2 – кількість верстатів, яка функціонує протягом проміж-
ку часу C , відповідно на постачальній та споживчій операціях;
i
t , t – трудомісткість однієї штуки відповідно на постачаль-
1 2
ній та споживчій операціях.
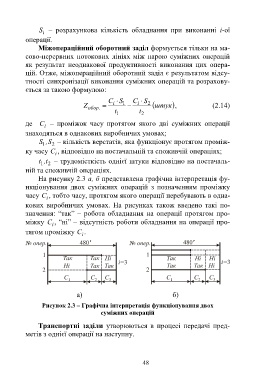
На рисунку 2.3 а, б представлена графічна інтерпретація фу-
нкціонування двох суміжних операцій з позначенням проміжку
часу C , тобто часу, протягом якого операції перебувають в одна-
i
кових виробничих умовах. На рисунках також введено такі по-
значення: “так” – робота обладнання на операції протягом про-
міжку C , “ні” – відсутність роботи обладнання на операції про-
i
тягом проміжку C .
i
а) б)
Рисунок 2.3 – Графічна інтерпретація функціонування двох
суміжних операцій
Транспортні заділи утворюються в процесі передачі пред-
метів з однієї операції на наступну.
48