
Page 171 - 4737
P. 171
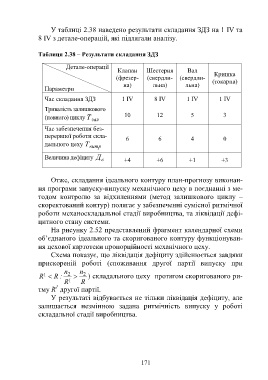
У таблиці 2.38 наведено результати складання ЗДЗ на 1 ІV та
8 ІV з детале-операцій, які підлягали аналізу.
Таблиця 2.38 – Результати складання ЗДЗ
Детале-операції
Вал
Клапан
(фрезер- Шестерня (свердли- Кришка
(свердли-
на) льна) льна) (токарна)
Параметри
Час складання ЗДЗ 1 IV 8 IV 1 IV 1 IV
Тривалість залишкового
(повного) циклу Т зал 10 12 5 3
Час забезпечення без-
перервної роботи скла-
6 6 4 0
дального цеху Т витр
Величина дефіциту Д +4 +6 +1 +3
в
Отже, складання ідеального контуру план-прогнозу виконан-
ня програми запуску-випуску механічного цеху в поєднанні з ме-
тодом контролю за відхиленнями (метод залишкового циклу –
скоректований контур) полягає у забезпеченні сумісної ритмічної
роботи механоскладальної стадії виробництва, та ліквідації дефі-
цитного стану системи.
На рисунку 2.52 представлений фрагмент календарної схеми
об’єднаного ідеального та скоригованого контуру функціонуван-
ня цехової картотеки пропорційності механічного цеху.
Схема показує, що ліквідація дефіциту здійснюється завдяки
прискореній роботі (споживання другої партії випуску при
n n
1
R R : 2 2 ) складального цеху протягом скоригованого ри-
R 1 R
1
тму R другої партії.
У результаті відбувається не тільки ліквідація дефіциту, але
залишається незмінною задана ритмічність випуску у роботі
складальної стадії виробництва.
171