
Page 122 - 4737
P. 122
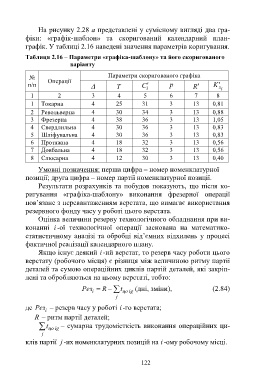
На рисунку 2.28 а представлені у сумісному вигляді два гра-
фіки: «графік-шаблон» та скоригований календарний план-
графік. У таблиці 2.16 наведені значення параметрів коригування.
Таблиця 2.16 – Параметри «графіка-шаблону» та його скоригованого
варіанту
№ Параметри скоригованого графіка
Операції
п/п T C p R K
з
i
i
1 2 3 4 5 6 7 8
1 Токарна 4 25 31 3 13 0,81
2 Револьверна 4 30 34 3 13 0,88
3 Фрезерна 4 38 36 3 13 1,05
4 Свердлильна 4 30 36 3 13 0,83
5 Шліфувальна 4 30 36 3 13 0,83
6 Протяжна 4 18 32 3 13 0,56
7 Довбальна 4 18 32 3 13 0,56
8 Слюсарна 4 12 30 3 13 0,40
Умовні позначення: перша цифра – номер номенклатурної
позиції; друга цифра – номер партії номенклатурної позиції.
Результати розрахунків та побудов показують, що після ко-
ригування «графіка-шаблону» виконання фрезерної операції
пов’язане з перевантаженням верстата, що вимагає використання
резервного фонду часу у роботі цього верстата.
Оцінка величини резерву технологічного обладнання при ви-
конанні i -ої технологічної операції заснована на математико-
статистичному аналізі та обробці від’ємних відхилень у процесі
фактичної реалізації календарного плану.
Якщо існує деякий i -ий верстат, то резерв часу роботи цього
верстату (робочого місця) є різниця між величиною ритму партії
деталей та сумою операційних циклів партій деталей, які закріп-
лені та обробляються на цьому верстаті, тобто:
Рез і R цо ig (дні, зміни), (2.84)
t
j
де Рез – резерв часу у роботі i-го верстата;
і
R – ритм партії деталей;
t – сумарна трудомісткість виконання операційних ци-
цо ig
j
клів партії j -их номенклатурних позицій на i -ому робочому місці.
122