
Page 107 - 4737
P. 107
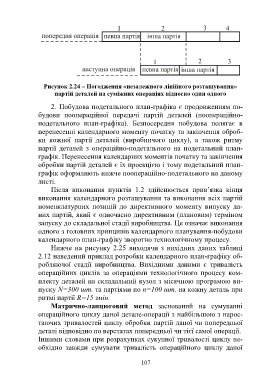
Рисунок 2.24 – Погодження «незалежного лінійного розташування»
партій деталей на суміжних операціях відносно один одного
2. Побудова подетального план-графіка є продовженням по-
будови поопераційної передачі партій деталей (поопераційно-
подетального план-графіка). Безпосередня побудова полягає в
перенесенні календарного моменту початку та закінчення оброб-
ки кожної партії деталей (виробничого циклу), а також ритму
партії деталей з операційно-подетального на подетальний план-
графік. Перенесення календарних моментів початку та закінчення
обробки партій деталей є їх проекцією і тому подетальний план-
графік оформляють нижче поопераційно-подетального на даному
листі.
Після виконання пунктів 1.2 здійснюється прив’язка кінця
виконання календарного розташування та виконання всіх партій
номенклатурних позицій до директивного моменту випуску да-
них партій, який є одночасно директивним (плановим) терміном
запуску до складальної стадії виробництва. Це означає виконання
одного з головних принципів календарного планування-побудови
календарного план-графіку зворотно технологічному процесу.
Нижче на рисунку 2.25 виходячи з вихідних даних таблиці
2.12 наведений приклад розробки календарного план-графіку об-
робляючої стадії виробництва. Вихідними даними є тривалість
операційних циклів за операціями технологічного процесу ком-
плекту деталей на складальний вузол з місячною програмою ви-
пуску N=300 шт. та партіями по n=100 шт. на кожну деталь при
ритмі партії R=15 змін.
Матрично-ланцюговий метод заснований на сумуванні
операційного циклу даної детале-операції з найбільшою з нарос-
таючих тривалостей циклу обробки партій даної чи попередньої
деталі відповідно по верстатах попередньої чи тієї самої операції.
Іншими словами при розрахунках сукупної тривалості циклу не-
обхідно завжди сумувати тривалість операційного циклу даної
107