
Page 106 - 4737
P. 106
ціями відносно один одного таким чином, щоб «знайти відповід-
не місце» в календарному плані наступної операції. А саме: на
наступній операції береться тривалість операційного циклу «пев-
ної» партій деталей і її початок прив’язується шляхом руху без-
посередньо до кінця операційного циклу тієї самої партії деталей
на попередній операції:
При цьому можуть бути два випадки:
– тривалість операційного циклу наступної партії «іншої» де-
талі на попередній операції закінчується ще до того, як закінчу-
ється тривалість операційного циклу «певної деталі на попере-
дній операції». У цьому випадку формується міжопераційний час
(час очікування визволення наступної операції від обробки «пев-
ної» деталі і можливість переходу до обробки на цій операції
партії «іншої» деталі);
– тривалість операційного циклу наступної партії «іншої» де-
талі на попередній операції перекриває тривалість операційного
циклу «іншої» деталі на наступній операції, тобто «інша» деталь
(партія деталей) ще не закінчилася обробкою на попередній опе-
рації і не може бути передана на наступну операцію (послідовний
рух деталей за операціями).
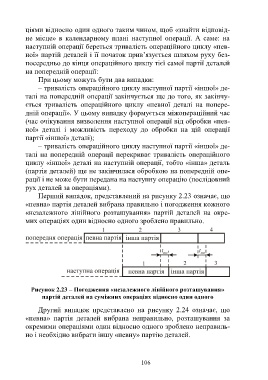
Перший випадок, представлений на рисунку 2.23 означає, що
«певна» партія деталей вибрана правильно і погодження кожного
«незалежного лінійного розташування» партій деталей на окре-
мих операціях один відносно одного зроблено правильно.
Рисунок 2.23 – Погодження «незалежного лінійного розташування»
партій деталей на суміжних операціях відносно один одного
Другий випадок представлено на рисунку 2.24 означає, що
«певна» партія деталей вибрана неправильно, розташування за
окремими операціями один відносно одного зроблено неправиль-
но і необхідно вибрати іншу «певну» партію деталей.
106