
Page 454 - 4631
P. 454
загинають і заправляють у конусні отвори стаканів, після чого
заливають цинковим сплавом. Тоді канати двічі розтягують і в
розтягнутому стані фарбою помічають місця їх обпирання на
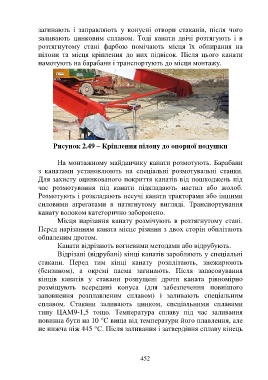
пілони та місця кріплення до них підвісок. Після цього канати
намотують на барабани і транспортують до місця монтажу.
Рисунок 2.49 – Кріплення пілону до опорної подушки
На монтажному майданчику канати розмотують. Барабани
з канатами установлюють на спеціальні розмотувальні станки.
Для захисту оцинкованого покриття канатів від пошкоджень під
час розмотування під канати підкладають настил або жолоб.
Розмотують і розкладають несучі канати тракторами або іншими
силовими агрегатами в натягнутому вигляді. Транспортування
канату волоком категорично заборонено.
Місця нарізання канату розмічують в розтягнутому стані.
Перед нарізанням каната місце різання з двох сторін обплітають
обпаленим дротом.
Канати відрізають вогневими методами або відрубують.
Відрізані (відрубані) кінці канатів заробляють у спеціальні
стакани. Перед тим кінці канату розплітають, знежирюють
(бензином), а окремі пасма загинають. Після запасовування
кінців канатів у стакани розпущені дроти каната рівномірно
розміщують всередині конуса (для забезпечення повнішого
заповнення розплавленим сплавом) і заливають спеціальним
сплавом. Стакани заливають цинком, спеціальними сплавами
типу ЦАМ9-1,5 тощо. Температура сплаву під час заливання
повинна бути на 10 °С вища від температури його плавлення, але
не нижча ніж 445 °С. Після заливання і затвердіння сплаву кінець
452