
Page 49 - 4578
P. 49
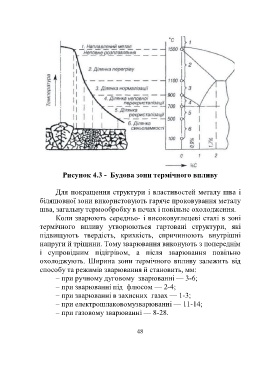
Рисунок 4.3 - Будова зони термічного впливу
Для покращення структури і властивостей металу шва і
біляшовної зони використовують гаряче проковування металу
шва, загальну термообробку в печах і повільне охолодження.
Коли зварюють середньо- і високовуглецеві сталі в зоні
термічного впливу утворюються гартовані структури, які
підвищують твердість, крихкість, спричинюють внутрішні
напруги й тріщини. Тому зварювання виконують з попереднім
і супровідним підігрівом, а після зварювання повільно
охолоджують. Ширина зони термічного впливу залежить від
способу та режимів зварювання й становить, мм:
– при ручному дуговому зварюванні — 3-6;
– при зварюванні під флюсом — 2-4;
– при зварюванні в захисних газах — 1-3;
– при електрошлаковомузварюванні — 11-14;
– при газовому зварюванні — 8-28.
48