
Page 45 - 4525
P. 45
Точність обробки підвищується при зменшенні
робочого зазору. Для його контролю використовують
високочутливі елементи, які вбудовують в слідкуючу систему.
Цей спосіб рекомендують для обробки заготівель з
високоміцних сталей, карбідних і важкооброблюваних
матеріалів. Також можна обробляти тонкостінні деталі з
високою точністю і якістю обробленої поверхні (відсутній
тиск інструменту на заготівку).
Комбіновані методи обробки.
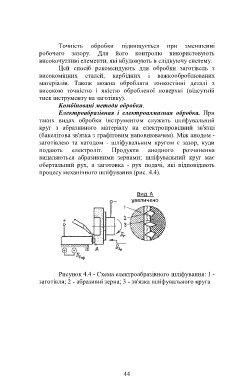
Електроабразівная і електроалмазная обробка. При
таких видах обробки інструментом служить шліфувальний
круг з абразивного матеріалу на електропровідний зв'язці
(бакелітова зв'язка з графітовим наповнювачем). Між анодом -
заготівлею та катодом - шліфувальним кругом є зазор, куди
подають електроліт. Продукти анодного розчинення
видаляються абразивними зернами; шліфувальний круг має
обертальний рух, а заготовка - рух подачі, які відповідають
процесу механічного шліфування (рис. 4.4).
Рисунок 4.4 - Схема електроабразівного шліфування: 1 -
заготівля; 2 - абразивні зерна; 3 - зв'язка шліфувального круга
44