
Page 81 - 4373
P. 81
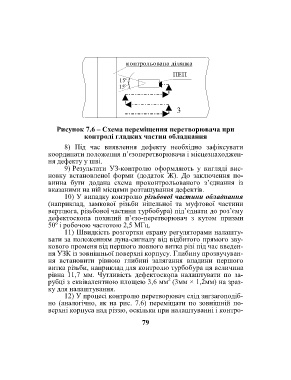
контрольована ділянка
ПЕП
15
15
3
Рисунок 7.6 – Схема переміщення перетворювача при
контролі гладких частин обладнання
8) Під час виявлення дефекту необхідно зафіксувати
координати положення п’єзоперетворювача і місцезнаходжен-
ня дефекту у шві.
9) Результати УЗ-контролю оформляють у вигляді вис-
новку встановленої форми (додаток Ж). До заключення по-
винна бути додана схема проконтрольованого з’єднання із
вказаними на ній місцями розташування дефектів.
10) У випадку контролю різьбової частини обладнання
(наприклад, замкової різьби ніпельної та муфтової частини
вертлюга, різьбової частини турбобура) під’єднати до роз’єму
дефектоскопа похилий п’єзо-перетворювач з кутом призми
50º і робочою частотою 2,5 МГц.
11) Швидкість розгортки екрану регуляторами налашту-
вати за положенням луна-сигналу від відбитого прямого зву-
кового променя від першого повного витка різі під час введен-
ня УЗК із зовнішньої поверхні корпусу. Глибину прозвучуван-
ня встановити рівною глибині залягання впадини першого
витка різьби, наприклад для контролю турбобура ця величина
рівна 11,7 мм. Чутливість дефектоскопа налаштувати по за-
2
рубці з еквівалентною площею 3,6 мм (3мм × 1,2мм) на зраз-
ку для налаштування.
12) У процесі контролю перетворювач слід зигзагоподіб-
но (аналогічно, як на рис. 7.6) переміщати по зовнішній по-
верхні корпуса над різзю, оскільки при налаштуванні і контро-
79