
Page 260 - 4304
P. 260
Для компенсації всідання швів при зварюванні повздовжні
окрайки з тими, що примикають до них у смугах листами, а також
поперечні окрайки збирають за проектом із збільшеним на 80 мм
(див. рис. 6.5 перетини 2-2 і 3-3). Всі з'єднання днища виконують
прихватами через 500-600 мм. Прихвати зварюють якісними
електродами Е42 на довжину 50-60 мм і висотою, рівній половині
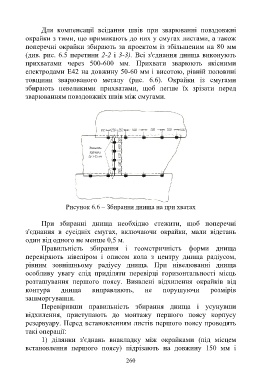
товщини зварюваного металу (рис. 6.6). Окрайки із смугами
збирають невеликими прихватами, щоб легше їх зрізати перед
зварюванням повздовжніх швів між смугами.
Рисунок 6.6 – Збирання днища на при хватах
При збиранні днища необхідно стежити, щоб поперечні
з'єднання в сусідніх смугах, включаючи окрайки, мали відстань
один від одного не менше 0,5 м.
Правильність збирання і геометричність форми днища
перевіряють нівеліром і описом кола з центру днища радіусом,
рівним зовнішньому радіусу днища. При нівелюванні днища
особливу увагу слід приділяти перевірці горизонтальності місць
розташування першого поясу. Виявлені відхилення окрайків від
контура днища виправляють, не порушуючи розмірів
зашморгування.
Перевіривши правильність збирання днища і усунувши
відхилення, приступають до монтажу першого поясу корпусу
резервуару. Перед встановленням листів першого поясу проводять
такі операції:
1) ділянки з'єднань внакладку між окрайками (під місцем
встановлення першого поясу) підрізають на довжину 150 мм і
260