
Page 255 - 4304
P. 255
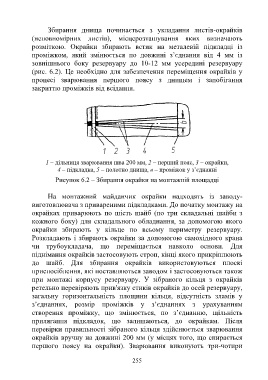
Збирання днища починається з укладання листів-окрайків
(неповномірних листів), місцерозташування яких визначають
розміткою. Окрайки збирають встик на металевій підкладці із
проміжком, який змінюється по довжині з’єднання від 4 мм із
зовнішнього боку резервуару до 10-12 мм усередині резервуару
(рис. 6.2). Це необхідно для забезпечення переміщення окрайків у
процесі зварювання першого поясу з днищем і запобігання
закриттю проміжків від всідання.
1 – дільниця зварювання шва 200 мм, 2 – перший пояс, 3 – окрайки,
4 – підкладка, 5 – полотно днища, в – проміжок у з’єднанні
Рисунок 6.2 – Збирання окрайки на монтажній площадці
На монтажний майданчик окрайки надходять із заводу-
виготовлювача з привареними підкладками. До початку монтажу на
окрайках приварюють по шість шайб (по три складальні шайби з
кожного боку) для складального обладнання, за допомогою якого
окрайки збирають у кільце по всьому периметру резервуару.
Розкладають і збирають окрайки за допомогою самохідного крана
чи трубоукладача, що переміщається навколо основи. Для
піднімання окрайків застосовують строп, кінці якого прикріплюють
до шайб. Для збирання окрайків використовуються плоскі
приспосіблення, які поставляються заводом і застосовуються також
при монтажі корпусу резервуару. У зібраного кільця з окрайків
ретельно перевіряють прив'язку стиків окрайків до осей резервуару,
загальну горизонтальність площини кільця, відсутність зламів у
з’єднаннях, розмір проміжків у з’єднаннях з урахуванням
створення проміжку, що змінюється, по з’єднанню, щільність
прилягання підкладок, що залишаються, до окрайкам. Після
перевірки правильності зібраного кільця здійснюється зварювання
окрайків вручну на довжині 200 мм (у місцях того, що спирається
першого поясу на окрайки). Зварювання виконують три-чотири
255