
Page 24 - 4251
P. 24
стороннього зварного таврового зразка з оцінкою допустимос-
ті розмірів і кількості внутрішніх газових і шлакових вклю-
чень здійснюють після руйнування зразка по шву і оглядом
поверхонь зламу по всій площі та вимірюванням виявлених
включень або при послідовному знятті шарів металу шва (за-
стосовується токарна обробка трубних зразків по діаметру,
або з торця). В останньому випадку товщина кожного шару,
що знімається повинна дорівнювати половині максимально
допустимого розміру включення. Одне і те ж включення, ви-
явлене більш ніж на двох поверхнях є недопустимим при ви-
конанні поздовжнього надрізу з поверхні шва для забезпечен-
ня його руйнування в критичному перерізі.
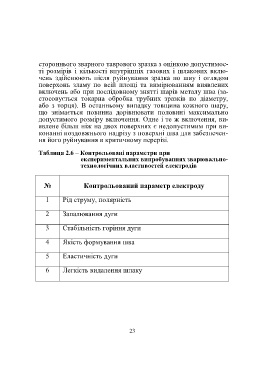
Таблиця 2.6 – Контрольовані параметри при
експериментальних випробуваннях зварювально-
технологічних властивостей електродів
№ Контрольований параметр електроду
1 Рід струму, полярність
2 Запалювання дуги
3 Стабільність горіння дуги
4 Якість формування шва
5 Еластичність дуги
6 Легкість видалення шлаку
23