
Page 23 - 4251
P. 23
зварюванні у всіх просторових положеннях, рекомендованих
для електродів даної марки;
- утворений при зварюванні шлак повинен забезпечувати
правильне формування валиків шва і легко видалятися після
охолодження;
- в металі шва, а також в металі, наплавленому призначе-
ними для зварювання електродами, не повинно бути тріщин,
надривів і поверхневих пор;
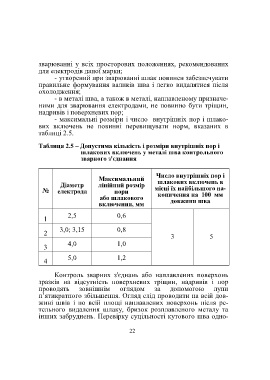
- максимальні розміри і число внутрішніх пор і шлако-
вих включень не повинні перевищувати норм, вказаних в
таблиці 2.5.
Таблиця 2.5 – Допустима кількість і розміри внутрішніх пор і
шлакових включень у металі шва контрольного
зварного з'єднання
Число внутрішніх пор і
Максимальний
Діаметр лінійний розмір шлакових включень в
№ електрода пори місці їх найбільшого на-
або шлакового копичення на 100 мм
включения, мм довжини шва
2,5 0,6
1
3,0; 3,15 0,8
2
3 5
4,0 1,0
3
5,0 1,2
4
Контроль зварних з'єднань або наплавлених поверхонь
зразків на відсутність поверхневих тріщин, надривів і пор
проводять зовнішнім оглядом за допомогою лупи
п’ятикратного збільшення. Огляд слід проводити на всій дов-
жині швів і по всій площі наплавлених поверхонь після ре-
тельного видалення шлаку, бризок розплавленого металу та
інших забруднень. Перевірку суцільності кутового шва одно-
22