
Page 31 - 4249
P. 31
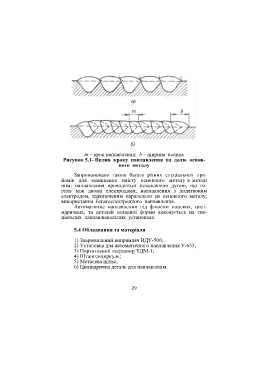
m – крок наплавлення; b – ширина валика
Рисунок 5.1- Вплив кроку наплавлення на долю основ-
ного металу
Запропоновано також багато різних спеціальних при-
йомів для зменшення вмісту основного металу в металі
шва: наплавлення проводиться незалежною дугою, що го-
рить між двома електродами; наплавлення з додатковим
електродом, підключеним паралельно до основного металу;
використання багатоелектродного наплавлення.
Автоматичне наплавлення під флюсом плоских, цилі-
ндричних, та деталей складної форми виконується на спе-
ціальних наплавлювальних установках.
5.4 Обладнання та матеріали
1) Зварювальний випрямляч ВДУ-506;
2) Установка для автоматичного наплавлення У-653;
3) Портативний твердомір ТДМ-1;
4) Штангенциркуль;
5) Металева щітка;
6) Циліндрична деталь для наплавлення.
29