
Page 41 - 4246
P. 41
стосується конкретного контрольованого параметру прийнятої схемі контролю, яку
слід обов'язково вказувати в розрахунках.
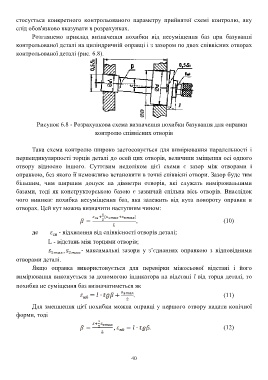
Розглянемо приклад визначення похибки від несуміщення баз при базуванні
контрольованої деталі на циліндричній оправці і з зазором по двох співвісних отворах
контрольованої деталі (рис. 6.8).
Рисунок 6.8 - Розрахункова схема визначення похибки базування для оправки
контролю співвісних отворів
Така схема контролю широко застосовується для вимірювання паралельності і
перпендикулярності торців деталі до осей цих отворів, величини зміщення осі одного
отвору відносно іншого. Суттєвим недоліком цієї схеми є зазор між отворами і
оправкою, без якого її неможливо встановити в точні співвісні отвори. Зазор буде тим
більшим, чим ширшим допуск на діаметри отворів, які служать вимірювальними
базами, тоді як конструкторською базою є зазвичай спільна вісь отворів. Внаслідок
чого виникає похибка несуміщення баз, яка залежить від кута повороту оправки в
отворах. Цей кут можна визначити наступним чином:
, (10)
де - відхилення від співвісності отворів деталі;
L - відстань між торцями отворів;
- максимальні зазори у з’єднаннях оправкою з відповідними
отворами деталі.
Якщо оправка використовується для перевірки міжосьової відстані і його
вимірювання виконується за допомогою індикатора на відстані від торця деталі, то
похибка не суміщення баз визначатиметься як
. (11)
Для зменшення цієї похибки можна оправці у першого отвору надати конічної
форми, тоді
. (12)
40