
Page 11 - 4229
P. 11
де α – температурний коефіцієнт лінійного розширення
металу;
Т ср – середня температура шару наплавленого металу до
моменту переходу найбільш нагрітих його точок із пластич-
ного стану в пружній;
φ – кут розділки зварюваних кромок;
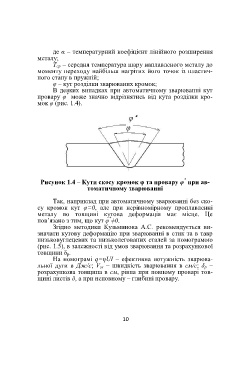
В деяких випадках при автоматичному зварюванні кут
*
провару φ може значно відрізнятись від кута розділки кро-
мок φ (рис. 1.4).
*
Рисунок 1.4 – Кути скосу кромок φ та провару φ при ав-
томатичному зварюванні
Так, наприклад при автоматичному зварюванні без ско-
су кромок кут φ=0, але при нерівномірному проплавленні
металу по товщині кутова деформація має місце. Це
*
пов’язано з тим, що кут φ ≠0.
Згідно методики Кузьминова А.С. рекомендується ви-
значати кутову деформацію при зварюванні в стик та в тавр
низьковуглецевих та низьколегованих сталей за номограмою
(рис. 1.5), в залежності від умов зварювання та розрахункової
товщини δ р.
На номограмі q=ηUI – ефективна потужність зварюва-
льної дуги в Дж/с; V зв – швидкість зварювання в см/с; δ р –
розрахункова товщина в см, рівна при повному проварі тов-
щині листів δ, а при неповному – глибині провару.
10