
Page 10 - 4229
P. 10
частина листа має більш високу температуру, аніж нижня.
Тому розширенню металу при нагріванні на ділянці АВ пе-
решкоджає опір більш холодних нижніх ділянок СD. В зоні
АВ при нагріванні виникають пластична деформація і напру-
ження стиску. При остиганні проходить вкорочення зони АВ і
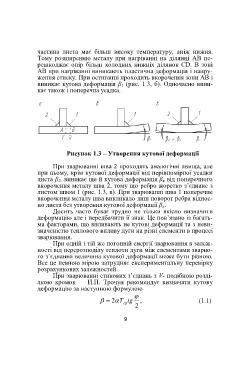
виникає кутова деформація β 1 (рис. 1.3, б). Одночасно вини-
кає також і поперечна усадка.
Рисунок 1.3 – Утворення кутової деформації
При зварюванні шва 2 проходять аналогічні явища, але
при цьому, крім кутової деформації від нерівномірної усадки
листа β 2, виникає ще й кутова деформація β к від поперечного
вкорочення металу шва 2, тому що ребро жорстко з’єднане з
листом швом 1 (рис. 1.3, в). При зварюванні шва 1 поперечне
вкорочення металу шва викликало лиш поворот ребра віднос-
но листа без утворення кутової деформації β к.
Досить часто буває трудно не тільки якісно визначити
деформацію але і передбачити її знак. Це пов’язано із багать-
ма факторами, що впливають не кутові деформації та з неви-
значеністю теплового впливу дуги на різні елементи в процесі
зварювання.
При одній і тій же погонній енергії зварювання в залеж-
ності від перерозподілу теплоти дуги між елементами зварно-
го з’єднання величина кутової деформації може бути різною.
Все це певною мірою затрудняє експериментальну перевірку
розрахункових залежностей.
При зварюванні стикових з’єднань з V- подібною розді-
лкою кромок И.П. Трочун рекомендує визначати кутову
деформацію за наступною формулою
2 Т tg , (1.1)
ср
2
9