
Page 48 - 4174
P. 48
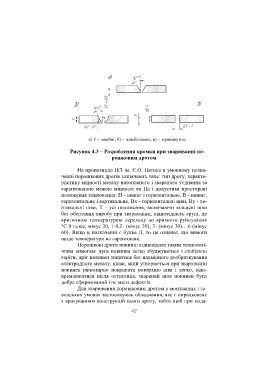
а) V – подібні; б) – комбінована; в) – прямокутна;
Рисунок 4.3 – Розроблення кромки при зварюванні по-
рошковим дротом
На пропозицію ІЕЗ ім. Є.О. Патона в умовному позна-
ченні порошкових дротів зазначають таке: тип дроту, характе-
ристику міцності металу натопленого і звареного з'єднання за
гарантованою межею міцності σв Па і допустимі просторові
положення зварювання: Н - нижнє і горизонтальне, В - нижнє,
горизонтальне і вертикальне, Вх - горизонтальні шви, Вy - ве-
ртикальні шви, Т - усі положення, включаючи кільцеві шви
без обертання виробу при зварюванні, відповідність групі, де
критичною температурою переходу до крихкого руйнування
°С 0 плюс, мінус 20, 1-0,2- (мінус 20), 3- (мінус 30).. .6 (мінус
60). Якщо в позначенні є буква Л, то це означає, що вимоги
щодо температури не гарантовані.
Порошкові дроти повинні відповідати таким технологі-
чним вимогам: дуга повинна легко збуджуватися і стабільно
горіти, дріт повинен топитися без надмірного розбризкування
електродного металу, шлак, який утворюється при зварюванні
повинен рівномірно покривати поверхню шва і легко, відо-
кремлюватися після остигання, зварений шов повинен бути
добре сформований і не мати дефектів.
Для зварювання порошковим дротом у монтажних і за-
водських умовах застосовуюсь обладнання, яке є опрацьоване
з врахуванням конструкцій цього дроту, тобто щоб при пода-
47