
Page 145 - 4154
P. 145
напрямку зменшення дії основних чинників, від яких залежать
домінуючі похибки.
35
30
30
відносна величина, % 20 20 15 10
25
25
15
10
5
0
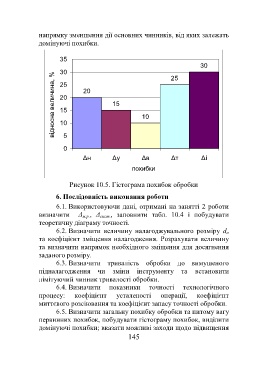
Δн Δу Δв Δт Δі
похибки
Рисунок 10.5. Гістограма похибок обробки
6. Послідовність виконання роботи
6.1. Використовуючи дані, отримані на занятті 2 роботи
визначити Δ м.р., Δ сист., заповнити табл. 10.4 і побудувати
теоретичну діаграму точності.
6.2. Визначити величину налагоджувального розміру d н
та коефіцієнт зміщення налагодження. Розрахувати величину
та визначити напрямок необхідного зміщення для досягнення
заданого розміру.
6.3. Визначити тривалість обробки до вимушеного
підналагодження чи зміни інструменту та встановити
лімітуючий чинник тривалості обробки.
6.4. Визначити показники точності технологічного
процесу: коефіцієнт усталеності операції, коефіцієнт
миттєвого розсіювання та коефіцієнт запасу точності обробки.
6.5. Визначити загальну похибку обробки та питому вагу
первинних похибок, побудувати гістограму похибок, виділити
домінуючі похибки; вказати можливі заходи щодо підвищення
145