
Page 40 - 6873
P. 40
Розв’язок:
1-й крок. Аналіз вихідних умов, який дозволяє інтерпретувати ситуацію як “задачу
n/2”, тобто як проблему планування послідовності виконання n робіт (у даному випадку –
шістьох), що виконуються на двох робочих місцях.
2-й крок. Усі деталі поділяються на дві групи. Першу групу утворюють деталі, для
яких вірною є умова t t ; це такі деталі, як B, E, F. Друга група формується з усіх
шт 1 шт 2
інших деталей; до неї потрапляють деталі A, C, D.
3-й крок. За алгоритмом Джонсона визначається послідовність запуску деталей у
виробництво за . Тобто –
– робота з найкоротшою тривалістю обробки на першому верстаті ставиться на початок
черги;
– робота з найкоротшим операційним часом виконання на другому верстаті – на кінець
черги.
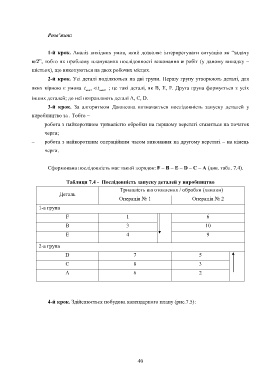
Сформована послідовність має такий порядок: F – B – E – D – C – A (див. табл. 7.4).
Таблиця 7.4 - Послідовність запуску деталей у виробництво
Тривалість виготовлення / обробки (хвилин)
Деталь
Операція № 1 Операція № 2
1-а група
F 1 6
B 3 10
E 4 9
2-а група
D 7 5
C 8 3
A 6 2
4-й крок. Здійснюється побудова календарного плану (рис.7.5):
40