
Page 78 - 6794
P. 78
Притискання заготовки, що запобігає її зміщенню відносно первинного
положення, здійснюють за допомогою деталей, званих притисками. У
згинальному штампі притиски встановлюють так, що перед формоутворенням
заготовка має бути попередньо затиснута між пуансоном і притиском.
3.3. Розрахунок розгорнутої довжини заготовки
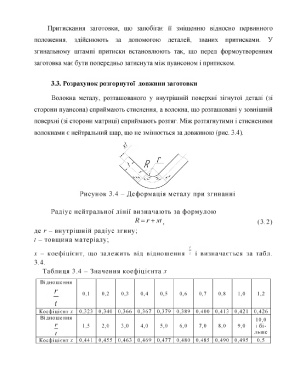
Волокна металу, розташованого у внутрішній поверхні зігнутої деталі (зі
сторони пуансона) сприймають стиснення, а волокна, що розташовані у зовнішній
поверхні (зі сторони матриці) сприймають розтяг. Між розтягнутими і стисненими
волокнами є нейтральний шар, що не змінюється за довжиною (рис. 3.4).
*
Рисунок 3.4 - Деформація металу при згинанні
Радіус нейтральної лінії визначають за формулою
П = г + х і, (3.2)
де г - внутрішній радіус згину;
7 - товщина матеріалу;
Г
х - коефіцієнт, що залежить від відношення ( і визначається за табл.
3.4.
Таблиця 3.4 - Значення коефіцієнта х
В і д н о ш е н н я
Г
0,1 0,2 о ,з 0,4 0,5 0,6 0,7 0,8 1,0 1,2
К о е ф і ц і є н т X 0 ,3 2 3 0 ,3 4 0 0 ,3 6 6 0 ,3 6 7 0 ,3 7 9 0 ,3 8 9 0 ,4 0 0 0 ,4 1 3 0 ,4 2 1 0 , 4 2 6
В і д н о ш е н н я
10,0
г 1,5 2,0 3,0 4,0 5,0 6,0 7,0 8,0 9,0 і б і
і л ь ш е
К о е ф і ц і є н т X 0 ,4 4 1 0 ,4 5 5 0 ,4 6 3 0 ,4 6 9 0 ,4 7 7 0 ,4 8 0 0 ,4 8 5 0 , 4 9 0 0 ,4 9 5 0,5