
Page 69 - 6794
P. 69
о а'
І і і
а
ЇХ \\
1-й
а
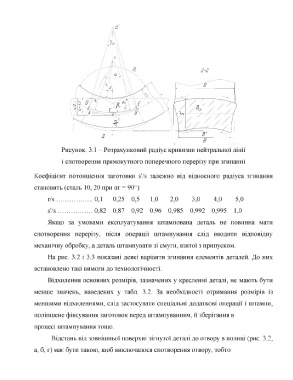
Рисунок. 3.1 - Розрахунковий радіус кривизни нейтральної лінії
і спотворення прямокутного поперечного перерізу при згинанні
Коефіцієнт потоншення заготовки б'/б залежно від відносного радіуса згинання
становить (сталь 10, 20 при аг = 90°):
т/в............ ....... 0,1 0,25 0,5 1,0 2,0 з,о 4,0 5,0
б'/б .......... ........0,82 0,87 0,92 0,96 0,985 0,992 0,995 1,0
Якщо за умовами експлуатування штампована деталь не повинна мати
спотворення перерізу, після операції штампування слід вводити відповідну
механічну обробку, а деталь штампувати зі смуги, взятої з припуском.
На рис. 3.2 і 3.3 показані деякі варіанти згинання елементів деталей. До них
встановлено такі вимоги до технологічності.
Відхилення основних розмірів, зазначених у кресленні деталі, не мають бути
менше значень, наведених у табл. 3.2. За необхідності отримання розмірів із
меншими відхиленнями, слід застосувати спеціальні додаткові операції і штампи,
поліпшене фіксування заготовок перед штампуванням, її зберігання в
процесі штампування тощо.
Відстань від зовнішньої поверхні зігнутої деталі до отвору в полиці (рис. 3.2,
а, б, г) має бути такою, щоб виключалося спотворення отвору, тобто