
Page 231 - 6794
P. 231
У табл. 8,1 наведені різні способи з'єднання різних вузлів і деталей штампу
гвинтами, а в табл. 8,2 — різні способи кріплення різних вузлів і деталей штампів
установними штифтами.
При виготовленні штампів зі складовими матрицями часто їхні розміри не
дозволяють застосувати звичайне кріплення гвинтами і штифтами. У таких
випадках використовують з'єднання і точне встановлення збірних пуансонів і
матриць шляхом їхнього заливання легкоплавким (сурмяно-свинцево-олов'яний-
вісмутовим) сплавом. Склад сплаву: 48 % Ві; 32 % РЬ; 15 % Бп; 5 % БЬ.
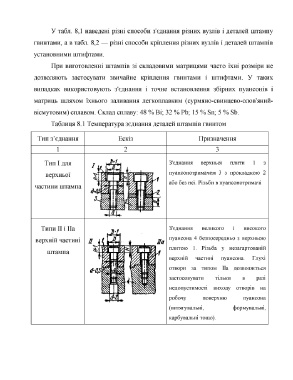
Таблиця 8.1 Температура зєднання деталей штампів гвинтом
Тип з’єднання Ескіз Призначення
1 2 З
Тип І для З'єднання верхньої плити 1 з
верхньої пуансонотримачем 3 з прокладкою 2
або без неї. Різьби в пуансонотримачі
частини штампа
Типи II і Па З'єднання великого і високого
верхній частині пуансона 4 безпосередньо з верхньою
плитою 1. Різьба у незагартованій
штампа
верхній частині пуансона. Глухі
отвори за типом Па дозволяється
застосовувати тільки в разі
недопустимості виходу отворів на
робочу поверхню пуансона
(витягувальні, формувальні,
карбувальні тощо).