
Page 60 - 6614
P. 60
нішній вигляд зварного шва дещо кращий, так як зварник чіт-
ко бачить шов і може отримати рівномірну його висоту і ши-
рину. Це особливо важливо при зварюванні тонких листів.
Тому тонкий метал зварюють лівим способом. Крім того, при
лівому способі полум'я вільно розтікається по поверхні мета-
лу, що знижує небезпеку його пропалювання.
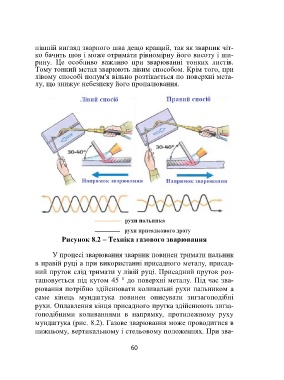
Рисунок 8.2 – Техніка газового зварювання
У процесі зварювання зварник повинен тримати пальник
в правій руці а при використанні присадного металу, присад-
ний пруток слід тримати у лівій руці. Присадний пруток роз-
ташовується під кутом 45 ° до поверхні металу. Під час зва-
рювання потрібно здійснювати коливальні рухи пальником а
саме кінець мундштука повинен описувати зигзагоподібні
рухи. Оплавлення кінця присадного прутка здійснюють зиґза-
ґоподібними коливаннями в напрямку, протилежному руху
мундштука (рис. 8.2). Газове зварювання може проводитися в
нижньому, вертикальному і стельовому положеннях. При зва-
60