
Page 45 - 6614
P. 45
Стельові шви зварювати найскладніше. Стельовий шов
є найбільш важким типом зварювання, так як зварювальна
ванна знаходиться догори дном. Якщо не виконувати особливі
дії, під час його виконання можливі патьоки розплавленого
металу.
У промисловому виробництві зварювання у стельовому
положенні стараються уникати виконуючи кантування виро-
бу. Проте зварник повинен вміти зварювати у стельовому по-
ложенні, оскільки досить часто стельові шви використовують-
ся при будівельно-монтажних роботах і спорудженні трубоп-
роводів, а також у суднобудуванні.
Складність зварювання полягає в тому, що краплі металу
намагаються скапувати вниз та утруднюється перенесення
крапель із електродного металу у зварювальну ванну. Цих
труднощів можна уникнути, зменшуючи силу зварювального
струму на 15…20% порівняно з нижнім положенням, викори-
стовуючи електроди діаметром до 4 мм, що дозволяє зменши-
ти об'єм зварювальної ванни.
Основною умовою одержання якісного шва є підтриму-
вання дуже короткої дуги шляхом періодичних замикань елек-
трода з металом ванни. Кут нахилу електрода до основного
металу становить 70-80°. У момент короткого замикання крап-
ля металу під впливом сили поверхневого натягу втягується у
зварну ванну, а коли електрод віддаляється, дуга гасне і метал
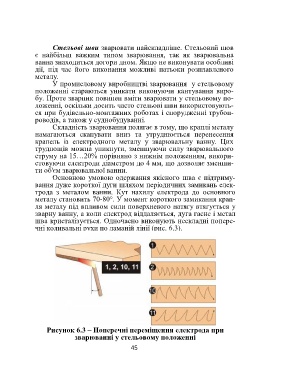
шва кристалізується. Одночасно виконують нескладні попере-
чні коливальні рухи по ламаній лінії (рис. 6.3).
Рисунок 6.3 – Поперечні переміщення електрода при
зварюванні у стельовому положенні
45