
Page 36 - 6614
P. 36
Ширина поперечних коливань електрода визначається в
кожному випадку індивідуально і багато в чому залежить від
властивостей матеріалів, що зварюються, розміру і положення
шва, форми оброблення кромок та вимог, що ставляться до
зварного з'єднання. Зазвичай ширина шва повинна бути в ме-
жах 1,5…5,0 діаметрів електрода.
Таким чином всі три рухи накладаються один на одного,
створюючи складну траєкторію переміщення електрода. Але в
будь-якому випадку траєкторію переміщення дуги слід виби-
рати таким чином, щоб забезпечити проплавлення кромок
зварюваних деталей з утворенням необхідної кількості напла-
вленого металу і заданої форми шва.
Якщо шов не буде закінчений до того, як довжина елек-
трода зменшиться настільки, що потрібно його заміна, то зва-
рювання на час припиняють. Після заміни електрода слід ви-
далити шлак і відновити зварювання. Для завершення обірва-
ного шва запалюють дугу на відстані 12 мм від поглиблення,
що утворилося на кінці шва, так званого кратера. Електрод
повертають до кратера, щоб утворити сплав старого і нового
електродів, а потім знову починають переміщати електрод в
напрямку обраної траєкторії.
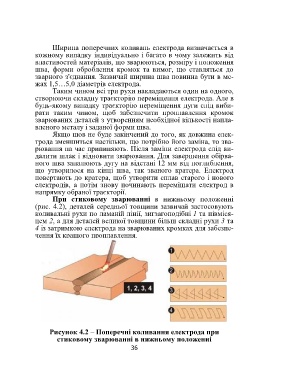
При стиковому зварюванні в нижньому положенні
(рис. 4.2), деталей середньої товщини зазвичай застосовують
коливальні рухи по ламаній лінії, зигзагоподібні 1 та півміся-
цем 2, а для деталей великої товщини більш складні рухи 3 та
4 із затримкою електрода на зварюваних кромках для забезпе-
чення їх кращого проплавлення.
Рисунок 4.2 – Поперечні коливання електрода при
стиковому зварюванні в нижньому положенні
36