
Page 60 - 6324
P. 60
Якість таких швів нижча і тому при конструюванні їх
необхідно уникати.
Загалом у конструкціях зі зварними з’єднаннями
необхідно передбачати використання механізованих і
автоматизованих способів зварювання. При проектуванні
конструкцій із нижніми швами значної довжини
найпродуктивніше_автоматичне_зварювання.
Напівавтоматичне зварювання менш продуктивне. Але при
цьому можливе виконання швів будь-якого просторового
положення.
Можна рекомендувати автоматичне зварювання під
шаром флюсу для поясних швів балок, колон та інших
елементів довжиною понад 3м, а також стикових швів –
понад 500 мм; напівавтоматичне в середовищі вуглекислого
газу – при менших довжинах швів. Якщо ж автоматичне чи
напівавтоматичне зварювання виконати неможливо, то
застосовують ручне.
3.1.2 Види зварних з’єднань
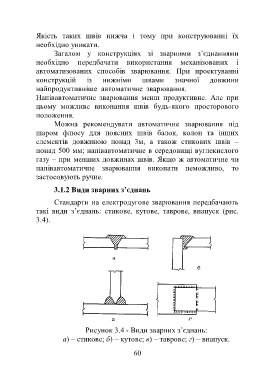
Стандарти на електродугове зварювання передбачають
такі види з’єднань: стикове, кутове, таврове, внапуск (рис.
3.4).
Рисунок 3.4 - Види зварних з’єднань:
а) – стикове; б) – кутове; в) – таврове; г) – внапуск.
60