
Page 265 - 6183
P. 265
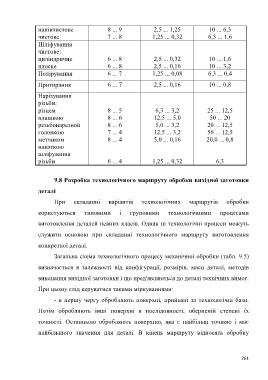
напівчистове 8 ... 9 2,5 ... 1,25 10 ... 6,3
чистове 7 ... 8 1,25 ... 0,32 6,3 ... 1,6
Шліфування
чистове:
циліндричне 6 ... 8 2,5 ... 0,32 10 ... 1,6
плоске 6 ... 8 2,5 ... 0,16 10 ... 3,2
Полірування 6 ... 7 1,25 ... 0,08 6,3 ... 0,4
Притирання 6 ... 7 2,5 ... 0,16 10 ... 0,8
Нарізування
різьби:
різцем 8 ... 5 6,3 ... 3,2 25 ... 12,5
плашкою 8 ... 6 12,5 ... 5,0 50 ... 20
резьбонарезной 8 ... 6 5,0 ... 3,2 20 ... 12,5
головкою 7 ... 4 12,5 ... 3,2 50 ... 12,5
метчиком 8 ... 4 5,0 ... 0,16 20,0 ... 0,8
накаткою
шліфування
різьби 6 ... 4 1,25 ... 0,32 6,3
9.8 Розробка технологічного маршруту обробки вихідної заготовки
деталі
При складанні варіантів технологічних маршрутів обробки
користуються типовими і груповими технологічними процесами
виготовлення деталей певних класів. Однак ці технологічні процеси можуть
служити основою при складанні технологічного маршруту виготовлення
конкретної деталі.
Загальна схема технологічного процесу механічної обробки (табл. 9.5)
визначається в залежності від конфігурації, розмірів, маси деталі, методів
виконання вихідної заготовки і що пред'являються до деталі технічних вимог.
При цьому слід керуватися такими міркуваннями:
- в першу чергу обробляють поверхні, прийняті за технологічні бази.
Потім обробляють інші поверхні в послідовності, оберненій степені їх
точності. Останньою обробляють поверхню, яка є найбільш точною і має
найбільшого значення для деталі. В кінець маршруту відносять обробку
261