
Page 16 - 6097
P. 16
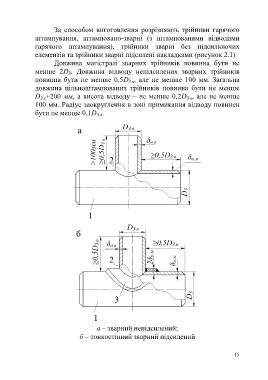
За способом виготовлення розрізняють трійники гарячого
штампування, штамповано-зварні (з штампованими відводами
гарячого штампування), трійники зварні без підсилюючих
елементів та трійники зварні підсилені накладками (рисунок 2.1)
Довжина магістралі зварних трійників повинна бути не
менше 2D . Довжина відводу непідсилених зварних трійників
З
повинна бути не менше 0,5D , але не менше 100 мм. Загальна
З.в
довжина цільноштампованих трійників повинна бути не менше
D +200 мм, а висота відводу – не менше 0,2D , але не менше
З.в
З.в
100 мм. Радіус заокруглення в зоні примикання відводу повинен
бути не менше 0,1D .
З.в
а – зварний непідсилений;
б – тонкостінний зварний підсилений
15