
Page 74 - 5008
P. 74
Вихідні дані для виконання розрахункової роботи №2
Вихідні дані для виконання розрахункової
роботи № 2
На потоковій лінії опрацьовуються шестерні.
Технологічний процес опрацювання складається з таких
операцій:
t 1 -фрезування торців;
t 2 - попереднє обточування;
t 3- обточування конуса;
t 4 - остаточне обточування;
t 5 - нарізування зубів шестерні;
t 6 - шліфування.
Тривалість операцій (Т і), величина передавальної пар-
тії (n n), програма випуску за добу (В в, шт), регламентовані
перерви за зміну (Т пр), крок конвеєра (l), тривалість зміни
(t зм), період комплектування заділів (t кз) подано в таблиці
1.6 Режим роботи двохзмінний по 8 годин зміна.
Визначіть параметри потокової лінії (такт, темп, ритм
потоку, кількість робочих місць по операціях, коефіцієнт
за-вантаження, довжину та швидкість руху конвеєра ),
трива-лість технологічного циклу.
Скласти графік-регламент роботи устаткування і ро-
бітників. Розрахувати розмір міжопераційних заділів і
побу-дувати графік їх руху.
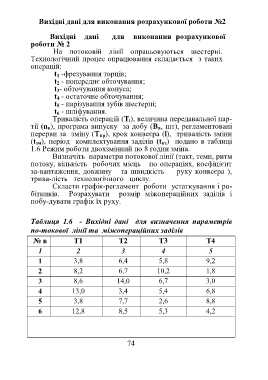
Таблиця 1.6 - Вихідні дані для визначення параметрів
по-токової лінії та міжопераційних заділів
№ в Т1 Т2 Т3 Т4
1 2 3 4 5
1 3,8 6,4 5,8 9,2
2 8,2 6,7 10,2 1,8
3 8,6 14,0 6,7 3,0
4 13,0 3,4 5,4 6,8
5 3,8 7,7 2,6 8,8
6 12,8 8,5 5,3 4,2
74