
Page 228 - 4928
P. 228
На рисунку 11.23 а показане рифлення пряме з кроком Р = 1 мм, а на рисунку 11.23 б –
сітчасте з кроком Р = 1,6 мм.
Крок для прямого рифлення Р стандарт рекомендує з ряду – 0,5 ; 0,6; 0,8; 1; 1,2; 1,6. Крок
для сітчастого рифлення – 0,5 ; 0,6; 0,8; 1; 1,2; 1,6; 2.
Висота рифлення h: для сталі (0,25…0,7)×Р; для кольорових металів і сплавів
(0,25…0,5)×Р.
Кут рифлення по сталі α = 70º; по кольорових металах і сплавах α = 90º.
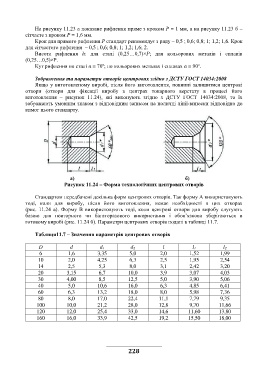
Зображення та параметри отворів центрових згідно з ДСТУ ГОСТ 14034:2008
Якщо у виготовленому виробі, після його виготовлення, повинні залишитися центрові
отвори (отвори для фіксації виробу в центрах токарного верстату в процесі його
виготовлення – рисунок 11.24), які виконують згідно з ДСТУ ГОСТ 14034:2008, то їх
зображають умовним знаком з відповідним записом на поличці лінії-виноски відповідно до
вимог цього стандарту.
а) б)
Рисунок 11.24 – Форма технологічних центрових отворів
Стандартом передбачені декілька форм центрових отворів. Так форму А використовують
тоді, коли для виробу, після його виготовлення, немає необхідності в цих отворах
(рис. 11.24 а). Форму В використовують тоді, коли центрові отвори для виробу слугують
базою для повторного чи багаторазового використання і обов’язково зберігаються в
готовому виробі (рис. 11.24 б). Параметри центрових отворів подані в таблиці 11.7.
Таблиця11.7 – Значення параметрів центрових отворів
D d d 1 d 2 l l 1 l 2
6 1,6 3,35 5,0 2,0 1,52 1,99
10 2,0 4,25 6,3 2,5 1,95 2,54
14 2,5 5,3 8,0 3,1 2,42 3,20
20 3,15 6,7 10,0 3,9 3,07 4,03
30 4,00 8,5 12,5 5,0 3,90 5,06
40 5,0 10,6 16,0 6,3 4,85 6,41
60 6,3 13,2 18,0 8,0 5,98 7,36
80 8,0 17,0 22,4 11,1 7,79 9,35
100 10,0 21,2 28,0 12,8 9,70 11,66
120 12,0 25,4 33,0 14,6 11,60 13,80
160 16,0 33,9 42,5 19,2 15,50 18,00
228