
Page 54 - 4609
P. 54
вання. пристрої виконують подачу в
зону зварювання електроду і
Електрополірування, еле- підтримання сталого елект-
ктролітичне полірування – рошлакового процесу. За
полірування в електроліті, у принципом дії вони аналогіч-
процесі якого при прохо- ні звичайним зварювальним
дженні електричного струму автоматам і відрізняються від
відбувається анодне розчи- них наявністю повзунів (ру-
нення металу з утворенням хомих водоохолоджуваних
гладкої полірованої поверхні. пристроїв для примусового
Електрохімічна актива- формування шва) і особли-
вою конструкцією механізму
ція – хімічна активація під переміщення, що дозволяє
дією електричного струму від здійснювати їх пересування
зовнішнього джерела.
вздовж вертикального шва.
Електрохімічне нанесен-
ня покриттів – збірна назва
групи методів нанесення по-
криттів, що реалізуються у
водних розчинах або суспен-
зіях з пропусканням електри-
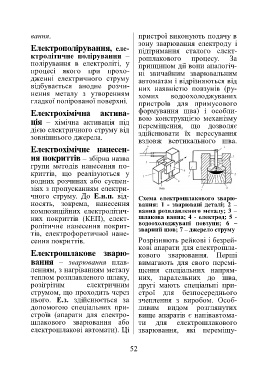
чного струму. До Е.н.п. від- Схема електрошлакового зварю-
носять, зокрема, нанесення вання: 1 - зварювані деталі; 2 –
композиційних електролітич- ванна розплавленого металу; 3 –
них покриттів (КЕП), елект- шлакова ванна; 4 - електрод; 5 -
ролітичне нанесення покрит- водоохолоджувані повзуни; 6 –
зварний шов; 7 – джерело струму
тів, електрофоретичної нане-
сення покриттів. Розрізняють рейкові і безрей-
кові апарати для електрошла-
Електрошлакове зварю- кового зварювання. Перші
вання – зварювання плав- вимагають для свого перемі-
ленням, з нагріванням металу щення спеціальних напрям-
теплом розплавленого шлаку, них, паралельних до шва,
розігрітим електричним другі мають спеціальні при-
струмом, що проходить через строї для безпосереднього
нього. Е.з. здійснюється за зчеплення з виробом. Особ-
допомогою спеціальних при- ливим видом розглянутих
строїв (апарати для електро- вище апаратів є напівавтома-
шлакового зварювання або ти для електрошлакового
електрошлакові автомати). Ці зварювання, які переміщу-
52