
Page 41 - 4578
P. 41
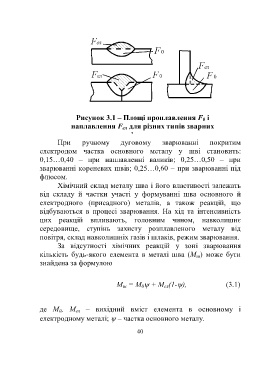
Рисунок 3.1 – Площі проплавлення F 0 і
наплавлення F ел для різних типів зварних
з’єднань
При ручному дуговому зварюванні покритим
електродом частка основного металу у шві становить:
0,15…0,40 – при наплавленні валиків; 0,25…0,50 – при
зварюванні кореневих швів; 0,25…0,60 – при зварюванні під
флюсом.
Хімічний склад металу шва і його властивості залежать
від складу й частки участі у формуванні шва основного й
електродного (присадного) металів, а також реакцій, що
відбуваються в процесі зварювання. На хід та інтенсивність
цих реакцій впливають, головним чином, навколишнє
середовище, ступінь захисту розплавленого металу від
повітря, склад навколишніх газів і шлаків, режим зварювання.
За відсутності хімічних реакцій у зоні зварювання
кількість будь-якого елемента в металі шва (M ш) може бути
знайдена за формулою
М ш = М 0 + М ел(1-), (3.1)
де М 0, М ел – вихідний вміст елемента в основному і
електродному металі; – частка основного металу.
40