
Page 53 - 4433
P. 53
- для зварювання легованих конструкційних сталей;
- для зварювання теплостійких сталей;
- для зварювання високолегованих сталей з особливими
властивостями;
- для наплавлення поверхневих шарів з особливими
властивостями.
Залежно від відношення діаметра електроду до діаметра
стержня електроди поділяються на електроди:
- з тонким покриттям (D/d≤1,2) – індекс М;
- з середнім покриттям (l,2<D/d<l,45) – індекс С;
- з товстим покриттям (l,45<D/d<l,8) – індекс Д;
- з особливо товстим покриттям (D/d>1,8) – індекс Г.
За видами покриттів електроди поділяються:
- з кислим – індекс А;
- з основним – індекс Б;
- з целюлозним – індекс Ц;
- з рутиловим – індекс Р;
- з покриттям змішаного типу – індекс П.
Якщо покриття має залізний порошок більше 20 %, то до
позначення додають літеру Ж.
Залежно від просторового положення зварювальні
електроди поділяють на електроди:
- для всіх положень – індекс 1;
- для всіх положень вертикального зверху вниз – індекс
2;
- для нижнього, горизонтального на вертикальній
площині і вертикального від низу до верху – індекс 3;
- для нижнього і нижнього в човник – індекс 4.
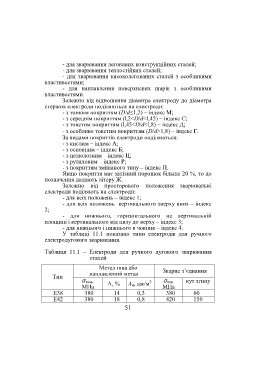
У таблиці 11.1 показано типи електродів для ручного
електродугового зварювання.
Таблиця 11.1 – Електроди для ручного дугового зварювання
сталей
Метал шва або
наплавлений метал Зварне з’єднання
Тип
σ тим, 2 σ тим кут згину
МПа ∆, % А н, дж/м МПа
Е38 380 14 0,3 380 60
Е42 380 18 0,8 420 150
51