
Page 8 - 4400
P. 8
підбирають з відповідними відхиленнями спряжених
деталей від номіналу по натягу i конусності. Тому
перед накручуванням муфти на труби підбирають
з’єднувальні муфти до труб з фактичними величинами
натягу i конусності різі.
Конусність piзi НКТ перевіряють гладким
калібром-кільцем (рисунок 9.1,а), а натяг - різьбовим
калібром-кільцем (рисунок 9.1,б).
Конусність різі визначають гладким калібром-
кільцем (рисунок 9а), яке надівають на нарізаний
кінець труби i похитуванням визначають наявність
зазору між вимірювальною поверхнею кільця i
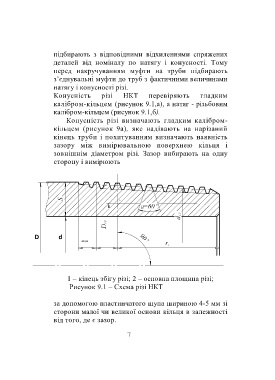
зовнішнім діаметром piзi. Зазор вибирають на одну
сторону i вимірюють
1 – кінець збігу різі; 2 – основна площина різі;
Рисунок 9.1 – Схема різі НКТ
за допомогою пластинчатого щупа шириною 4-5 мм зі
сторони малої чи великої основи кільця в залежності
від того, де є зазор.
7