
Page 57 - 4313
P. 57
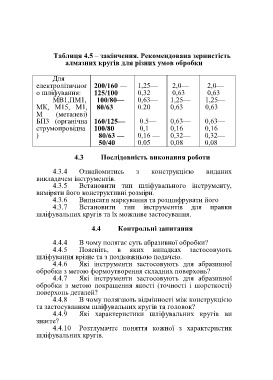
Таблиця 4.5 – закінчення. Рекомендована зернистість
алмазних кругів для різних умов обробки
Для
електролітичног 200/160 — 1,25— 2,0— 2,0—
о шліфування: 125/100 0,32 0,63 0,63
МВ1,ПМ1, 100/80— 0,63— 1,25— 1,25—
МК, М15, М1, 80/63 0.20 0,63 0,63
М (металеві)
БП3 (органічна 160/125— 0.5— 0,63— 0,63—
струмопровідна 100/80 0,1 0,16 0,16
) 80/63 — 0,16 — 0,32— 0,32—
50/40 0.05 0,08 0,08
4.3 Послідовність виконання роботи
4.3.4 Ознайомитись з конструкцією виданих
викладачем інструментів.
4.3.5 Встановити тип шліфувального інструменту,
виміряти його конструктивні розміри.
4.3.6 Виписати маркування та розшифрувати його
4.3.7 Встановити тип інструментів для правки
шліфувальних кругів та їх можливе застосування.
4.4 Контрольні запитання
4.4.4 В чому полягає суть абразивної обробки?
4.4.5 Поясніть, в яких випадках застосовують
шліфування врізне та з поздовжньою подачею.
4.4.6 Які інструменти застосовують для абразивної
обробки з метою формоутворення складних поверхонь?
4.4.7 Які інструменти застосовують для абразивної
обробки з метою покращення якості (точності і шорсткості)
поверхонь деталей?
4.4.8 В чому полягають відмінності між конструкцією
та застосуванням шліфувальних кругів та головок?
4.4.9 Які характеристики шліфувальних кругів ви
знаєте?
4.4.10 Розтлумачте поняття кожної з характеристик
шліфувальних кругів.