
Page 39 - 4313
P. 39
Основні переваги обробки деталей протягуванням:
- висока продуктивність праці;
- висока точність і стабільність розмірів
оброблюваних деталей;
- висока стійкість інструментів;
- високий клас шорсткості обробленої поверхні;
- можливість обробки за одну операцію складного
профілю виробу;
- простота налагодження верстатів та виконання
процесу;
- можливість включення протяжних верстатів у
автоматичні лінії.
В залежності від методу прикладання сили
зазначені інструменти поділяються на протяжки та
прошивки. Протяжка працює на розтяг, а прошивка на
стиск.
Існуючі конструкції протяжок поділяються на дві
групи: для обробки внутрішніх і зовнішніх поверхонь.
Протяжки для внутрішніх поверхонь поділяються на
такі види: круглі протяжки для обробки круглих
отворів; шліцьові протяжки для обробки шліцьових
втулок, евольвентні протяжки для обробки
евольвентних шліців, шпонкові протяжки; протяжки
гранні; фасонні.
Зовнішніми протяжками, як правило, протягують
литі або ковані заготовки без попередньої механічної
обробки. При цьому заготовки мають великі припуски
на обробку. Зовнішні протяжки виготовляють, як
правило, збірними. В окрему групу інструментів
відносять протяжки для кругового протягування, які
можуть мати периферійні або торцьовi зуби
3.3.2 Протяжки для протягування отворів.
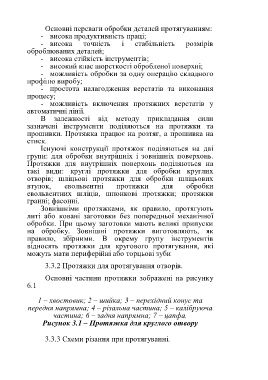
Основні частини протяжки зображені на рисунку
6.1
1 – хвостовик; 2 – шийка; 3 – перехідний конус та
передня напрямна; 4 – різальна частина; 5 – калібруюча
частина; 6 – задня напрямна; 7 – цапфа.
Рисунок 3.1 – Протяжка для круглого отвору
3.3.3 Схеми різання при протягуванні.