
Page 107 - 4313
P. 107
тому, що заготовка обтискається більш твердими
накатними інструментами і на ній внаслідок
пластичності матеріалу залишаються відбитки, що
відповідають формі робочої частини інструменту при
відповідних кінематичних зв'язках його із заготовкою.
Крім того, пластичне деформування, що є основою
процесу накатування, сприяє покращенню фізико –
механічних властивостей матеріалу заготовки, яку
накатують.
Збільшення поверхневої твердості деталей, які
накатують, зумовлює високу зносостійкість різьбових
з`єднань, а висока якість поверхні – підвищення
нтикорозійних властивостей, що особливо важливо для
деталей спеціальних областей механіки. До того ж
обробка нержавіючих сталей накатуванням виконується
набагато простіше, ніж обробка різанням.
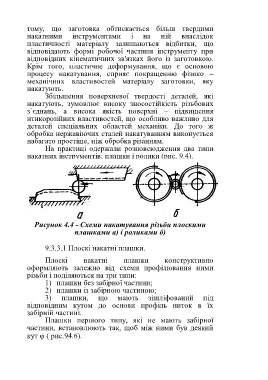
На практиці одержали розповсюдження два типи
накатних інструментів: плашки і ролики (рис. 9.4).
Рисунок 4.4 - Схеми накатування різьби плоскими
плашками а) і роликами б)
9.3.3.1 Плоскі накатні плашки.
Плоскі накатні плашки конструктивно
оформляють залежно від схеми профілювання ними
різьби і поділяються на три типи:
1) плашки без забірної частини;
2) плашки із забірною частиною;
3) плашки, що мають зішліфований під
відповідним кутом до основи профіль ниток в їх
забірній частині.
Плашки першого типу, які не мають забірної
частини, встановлюють так, щоб між ними був деякий
кут ( рис.94.6).