
Page 266 - 4304
P. 266
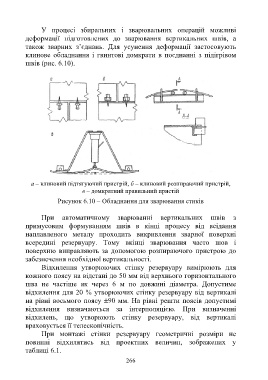
У процесі збиральних і зварювальних операцій можливі
деформації підготовлених до зварювання вертикальних швів, а
також зварних з’єднань. Для усунення деформації застосовують
клинове обладнання і гвинтові домкрати в поєднанні з підігрівом
швів (рис. 6.10).
а – клиновий підтягуючий пристрій, б – клиновий розпираючий пристрій,
в – домкратний правильний пристій
Рисунок 6.10 – Обладнання для зварювання стиків
При автоматичному зварюванні вертикальних швів з
примусовим формуванням швів в кінці процесу від всідання
наплавленого металу проходить викривлення зварної поверхні
всередині резервуару. Тому вкінці зварювання часто шов і
поверхню виправляють за допомогою розпираючого пристрою до
забезпечення необхідної вертикальності.
Відхилення утворюючих стінку резервуару вимірюють для
кожного поясу на відстані до 50 мм від верхнього горизонтального
шва не частіше як через 6 м по довжині діаметра. Допустиме
відхилення для 20 % утворюючих стінку резервуару від вертикалі
на рівні восьмого поясу ±90 мм. На рівні решти поясів допустимі
відхилення визначаються за інтерполяцією. При визначенні
відхилень, що утворюють стінку резервуару, від вертикалі
враховується її телескопічність.
При монтажі стінки резервуару геометричні розміри не
повинні відхилятись від проектних величин, зображених у
таблиці 6.1.
266