
Page 65 - 4174
P. 65
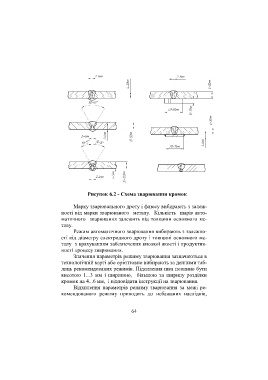
Рисунок 6.2 - Схема зварювання кромок
Марку зварювального дроту і флюсу вибирають з залеж-
ності від марки зварюваного металу. Кількість шарів авто-
матичного зварювання залежить від товщини основного ме-
талу.
Режим автоматичного зварювання вибирають з залежно-
сті від діаметру електродного дроту і товщині основного ме-
талу з врахуванням забезпечення високої якості і продуктив-
ності процесу зварювання.
Значення параметрів режиму зварювання зазначаються в
технологічній карті або орієнтовно вибирають за денними таб-
лиць рекомендованих режимів. Підсилення шва повинно бути
висотою 1...3 мм і шириною, більшою за ширину розділки
кромок на 4...6 мм, і відповідати інструкції на зварювання.
Відхилення параметрів режиму зварювання за межі ре-
комендованого режиму приводить до небажаних наслідків,
64