
Page 116 - 35
P. 116
якому забезпечується оптимальні умови обробки. Ця температура різання
отримала назву оптимальної.
При оптимальній температурі різання спостерігається найменша
інтенсивність зношування інструментів і отримуються найкращі
характеристики якості поверхневого шару деталі. Для вибраної пари
“оброблюваний – інструментальний матеріали” існує своє знання оптимальної
температури різання (таблиця 5.3). Оптимальні температура не залежить від
різних змін технологічних факторів і параметрів (діаметра обробки,
геометричних параметрів інструмента, жорсткості системи, застосування МОР,
режимів різання). Відповідно, для заданої пари “деталь – інструмент”
оптимальна температура різання є їх фізичною константою.
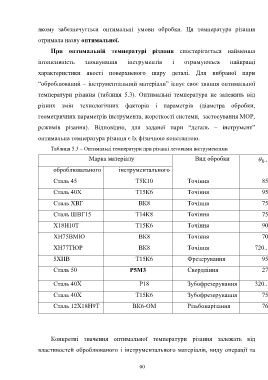
Таблиця 5.3 – Оптимальні температури при різанні лезовими інструментами
Марка матеріалу Вид обробки ,
0
оброблювального інструментального
Сталь 45 Т5К10 Точіння 850
Сталь 40Х Т15К6 Точіння 950
Сталь ХВГ ВК8 Точіння 750
Сталь ШВГ15 Т14К8 Точіння 750
Х18Н10Т Т15К6 Точіння 900
ХН75ВМЮ ВК8 Точіння 700
ХН77ТЮР ВК8 Точіння 720...750
5ХНВ Т15К6 Фрезерування 950
Сталь 50 Р5М3 Свердління 270
Сталь 40Х Р18 Зубофрезерування 320...350
Сталь 40Х Т15К6 Зубофрезерування 750
Сталь 12Х18Н9Т ВК6-ОМ Різьбонарізання 760
Конкретні значення оптимальної температури різання залежать від
властивостей оброблюваного і інструментального матеріалів, виду операції та
00