
Page 142 - 126
P. 142
Тонка обмазка
електродів і
Вид Тонка автоматичне
напруження Позначення обмазка зварювання
електродів Сталь Сталь
ОС і Ст.3
сталь
Ст. 2
Стиск 110 125 145
р
зв
Розтяг р зв 100 110 130
Зріз зв 80 100 110
Сформульована в цьому розділі модель зсуву застосована і до
розрахунку зварних з’єднань. По суті, зварювання – це
з’єднання частин конструкції наплавленим металом вздовж
певної лінії (поверхні) – шва. Розрізняють два основних види
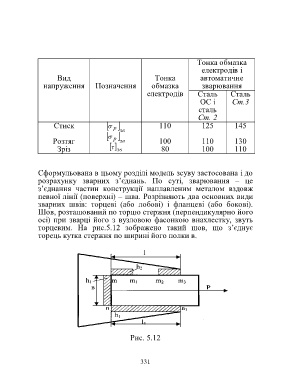
зварних швів: торцеві (або лобові) і фланцеві (або бокові).
Шов, розташований по торцю стержня (перпендикулярно його
осі) при зварці його з вузловою фасонкою внахлестку, звуть
торцевим. На рис.5.12 зображено такий шов, що з’єднує
торець кутка стержня по ширині його полки в.
Рис. 5.12
331