
Page 58 - 111
P. 58
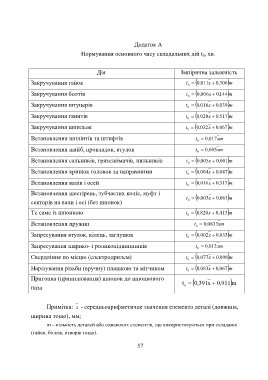
Додаток А
Нормування основного часу складальних дій t 0, хв.
Дія Імпірична залежність
Закручування гайок t ,0110 x 0 ,306 m
0
Закручування болтів t ,0060 x 0 ,144 m
0
Закручування штуцерів t ,0160 x 0 ,039 m
0
Закручування гвинтів t ,0200 x 0 ,517 m
0
Закручування шпильок t ,0320 x 0 ,067 m
0
Встановлення шплінтів та штифтів t 0 ,017 x m
0
Встановлення шайб, прокладок, втулок t 0 ,005 x m
0
Встановлення сальників, грязезнімачів, пильників t ,0050 x 0 ,001 m
0
Встановлення кришок головок за напрямними t ,0040 x 0 ,047 m
0
Встановлення валів і осей t ,0160 x 0 ,317 m
0
Встановлення шестірень, зубчастих коліс, муфт і
t ,0030 x 0 ,061 m
0
секторів на вали і осі (без шпонок)
Те саме із шпонкою t ,8200 x 0 ,413 m
0
Встановлення пружин t 0 ,0833 x m
0
Запресування втулок, кілець, заглушок t ,0020 x 0 ,033 m
0
Запресування шарико- і роликопідшипників t 0 ,012 x m
0
Свердління по місцю (електродрилем) t ,0770 x 0 ,098 m
0
Нарізування різьби (вручну) плашкою та мітчиком t ,0830 x 0 ,067 m
0
Пригонка (припилювання) шпонок до шпонкового
t 391,0 x , 0 911 m
паза 0
Примітка: x - середньоарифметичне значення елемента деталі (довжина,
ширина тощо), мм;
m – кількість деталей або однакових елементів, що використовуються при складанні
(гайок, болтів, отворів тощо).
57